





【主管Q:64555253】大只5002注册塑料注射成型是在中国最常见的生产工艺之一。大多数中国制造商不太擅长安装和维护他们的冲床和模具……
如果使用了正确的聚合物,并且工厂采取了正确的工艺控制措施,那么发生故障的可能性就会很小。我见过很多制造商不明白这一点……
零件不合格的原因有很多。下面列出了一些更常见的缺陷,以及关键的预防措施。
凹陷
凹痕是模塑件表面的凹痕,通常在模塑件底面有凸或肋的地方发现。这些交叉导致较厚的材料部分和冷却是不均匀的在这些地区。
当材料冷却时,外表面比内表面冷却更快,随着外表面的凝固,内熔融材料开始冷却、凝固和收缩,从而拉动已经凝固的表面。
这种在较厚区域周围的不规则冷却和收缩是大多数下沉标记的原因。
主要预防措施
尽可能确保墙的厚度是一致的
使肋板的厚度达到所连接壁厚的50%到80%
选择最厚的部分添加注射浇口,这允许最厚的部分注射第一
浇口尺寸不要太小,大只500平台总代这样会妨碍模具的最佳填充和包装
在设计中避免较大的厚区域,最好是有肋或蜂窝状的设计,如果你要寻找强度和刚性
在注塑过程中增加注塑压力,这将迫使更多的材料进入模具,减少收缩
降低材料和模具的注射温度
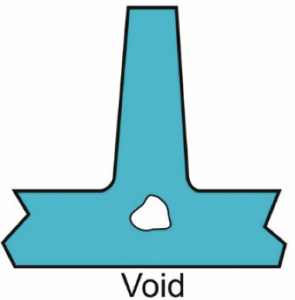
空洞
空洞或空气袋往往发生在较厚的模制部分,这是由于表面冷却和凝固速度比内部材料。
随着内部物质冷却,它也会收缩,但如果它不能完全收缩,物质分子就会被拉开,从而产生空隙。
主要预防措施
确保零件设计中没有不必要的粗细部分
增加浇口尺寸以确保最佳的模具填充
增加注射量,增加注射压力,增加螺杆前进时间,降低熔体温度,或调整注射速度
确保物料干燥正确,物料中的水分会造成空隙
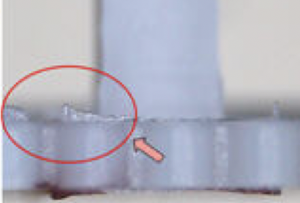
焊线
当两个熔体前缘结合在一起,但由于它们部分凝固而没有结合在一起时,就形成了焊缝。当零件完全凝固时,焊缝通常看起来像两个塑料平面结合在一起。
主要预防措施
有一个设计的流动是连续的,不分裂将防止焊缝
如果熔融塑料不可避免地裂开,要确保浇口的位置允许熔化前在同一时间均匀地结合在一起
提高模具的温度或熔融塑料将有助于当两个熔体前缘结合在一起
增加喷射速度将有助于熔化前沿更快地结合,而仍然熔融
短镜头
短镜头发生,因为模具没有完全充满之前,塑料凝固,导致部分成型的部分。
另一个原因是模具腔内的空气或气体被截留,熔融的塑料不能与气体占据相同的空间,从而导致了模具的短路。
主要预防措施
确保浇口尺寸足够大,以填满模具型腔
确保工具有足够的气体/空气通风口,以允许气体积聚并从空腔中逸出
提高模具的温度和被注入的塑料,这将有助于更快地填充模具
确保每一次注射有足够的材料注入模具
增加喷射压力
燃烧的痕迹
烧焦痕迹在成品上显示为烧焦或深色变色,这是由于模具内的气体过热造成的。
它也可能是由于过热或注射速度太快而导致的塑料降解的影响。
主要预防措施
确保工具有足够的气体/空气通风口,以允许气体积聚并从空腔中逸出
降低喷射速度
降低喷射压力
在注射过程中降低塑料的温度
确保零件设计没有任何羽毛边,因为这样会增加烧焦痕迹的机会
闪光
闪光是一种缺陷,其中熔融塑料已泄漏腔,通常在工具分型线或排气区域,甚至下顶针。
主要预防措施
确保在注射过程中保持夹紧压力
增加夹紧压力(这可能意味着改变机器的夹紧能力)
模具装入机器前,应确保模具表面清洁无破损
降低喷射压力
降低模具和注塑塑料的温度
检查顶针的直径和针孔公差,如果公差太大,可能会导致熔融塑料在针和孔表面之间向下流动
确保排气口不要太大
流行
成品表面的流线或条纹可能是不合格的原因,如果零件是为了美观。流线是由熔融塑料以不同的速度在型腔内流动以及由于模具设计而导致熔体前沿方向的变化而引起的。
当塑料开始以不同的速度固化时,这些线条就会出现,在某些情况下,分子会被拖到模具表面造成条纹。
主要预防措施
确保工具的设计尽可能采用圆角。
增加注射过程的速度和压力
在注射过程中提高模具温度和熔融塑料
增加浇口的尺寸,以达到最佳的充型效果
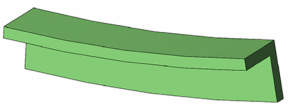
扭曲
翘曲发生时,冷却不均匀,并造成内部紧张的部分。当零件被从工具中弹出时,由于内部张力的释放,零件会发生翘曲。
主要预防措施
确保冷却时间控制,使塑料凝固均匀,需要控制的变量是冷却时间和冷却温度速率
降低注塑时材料的温度和模具的温度
确保浇口位置尽可能使型腔均匀填充,大只500代理网址如果型腔在所有极值点填充相同,则凝固过程更加均匀,有助于消除翘曲现象
选择不容易收缩和变形的塑料材料。半结晶材料,如聚酞酰胺(PPA)、聚醚酮(PEK)和高温尼龙(HTN)一般更容易发生翘曲。
部分卡刀
当成型零件粘在模具上时,它不能从型腔中分离出来,或者被刀具设计的特性所控制,这可能是由于多种原因造成的。
主要预防措施
保证顶出销不坏,没有顶出销零件不能推出模具
如果牵伸角过浅,则型腔表面与阻止其被顶出的部分之间会产生过多的表面摩擦。在这种情况下,牵伸角需要增加
表面光洁度太粗,导致腔体表面和防止其被挤出的零件之间有太多的表面摩擦。在这种情况下需要改变两件事,光滑和抛光腔的表面,如果在设计中允许光滑的表面,如果不允许,需要增加草图的角度,以允许粗糙的表面在零件和腔表面之间分离
确保在设计中没有凹痕,因为凹痕会挂在凹痕表面,这样可以防止被弹射出来
确保型腔表面没有缺陷或划痕,因为这些可能在弹射过程中起到凹痕和固定零件的作用
确保在每个注射周期之间在工具的两个部分都使用了释放剂
